




خصائص المواد
مصنوع من النحاس عالي النقاء- (مثل النحاس والفضة-سبائك النحاس)، نظرًا لتوصيله الحراري العالي ومقاومته العالية لدرجات الحرارة-، يمكنه نقل الحرارة بسرعة. وغالبًا ما يتم طلاء الجدار الداخلي بسبائك أساسها الكروم أو النيكل- لتعزيز مقاومة التآكل، ومقاومة التآكل، ولمنع الاتصال المباشر بين النحاس والفولاذ مما يؤدي إلى الالتصاق.
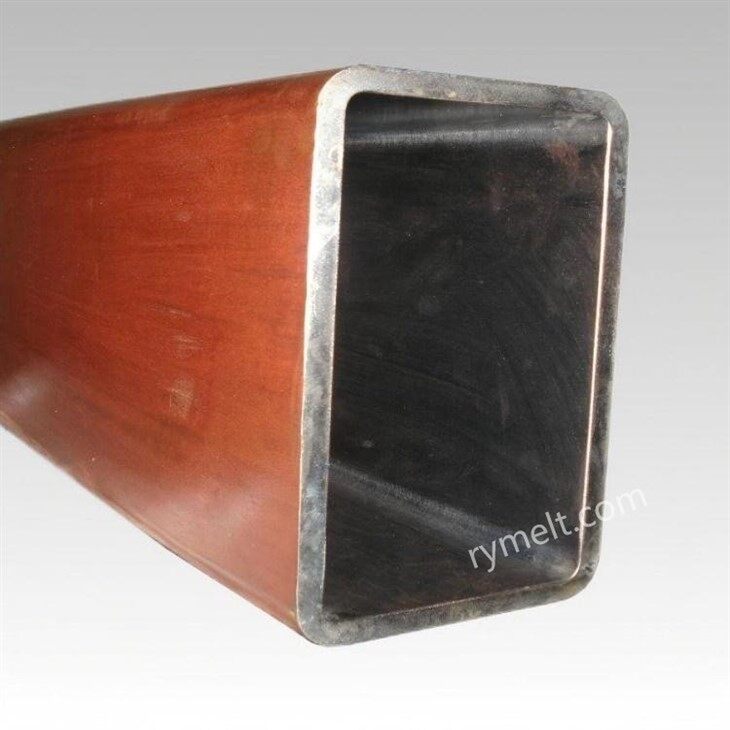
التصميم الهيكلي
التصميم المستدق: عادةً ما يتم تصميم التجويف الداخلي للأنبوب النحاسي على شكل مخروط مقلوب للتعويض عن انكماش قالب الصب أثناء التصلب، وتقليل فجوة الهواء وتعزيز كفاءة التبريد.
قناة مياه التبريد: تم تجهيز الجدار الخارجي بأخدود حلزوني أو أخدود مستقيم لإزالة الحرارة من خلال تدفق المياه بسرعة عالية- وضمان التبريد الموحد.
سيناريو التطبيق
تستخدم بشكل رئيسي في الخامات، والبليت، والبلاطة وغيرها من عمليات الصب المستمر، والتي تؤثر بشكل مباشر على جودة السطح والبنية الداخلية لبقايا الصب.
المشاكل والتحديات المشتركة
التآكل والخدش: يؤدي الاحتكاك بين الخامة والجدار الداخلي للأنبوب النحاسي إلى التآكل، ويجب فحص سلامة الطلاء بانتظام.
التشوه الحراري: قد يحدث التشوه تحت درجة حرارة عالية على المدى الطويل، مما يؤثر على دقة أبعاد البليت.
تقشير الطلاء: تقشير الطلاء سوف يسرع التآكل ويقلل من عمر خدمة الأنابيب النحاسية.
انسداد المقياس: تترسب شوائب مياه التبريد في المجاري، مما يقلل من كفاءة التبريد.
المواد والطلاء
أكسجين عالي التوصيل-نحاس حر (OFHC): نقاء أكبر من أو يساوي 99.95%، توصيل حراري أكبر من أو يساوي 380 وات / (م-ك)، مقاومة درجات الحرارة المرتفعة-، ولكن مقاومة التآكل ضعيفة.
سبيكة نحاس - فضية (Cu-Ag): إضافة 0.08~0.12% فضة، وتعزيز قوة درجة الحرارة العالية- (زيادة القوة بنسبة 20% عند 300 درجة)، وموصلية حرارية أقل قليلاً (حوالي 350 وات/(م-ك)).
الكروم-نحاس الزركونيوم (Cu-Cr-Zr): يحتوي على 0.5~1.2% Cr، 0.03~0.3% Zr، كلاهما ذو قوة عالية (قوة الشد أكبر من أو تساوي 350MPa) وموصلية حرارية (320 واط/(m-K)))، مناسب للصب المستمر بسرعة سحب عالية.
طلاء الكروم للجدار الداخلي: سمك 0.05 ~ 0.15 مم، صلابة أكبر من أو تساوي 800HV، مقاومة للأكسدة في درجات الحرارة العالية وتجفيف الفولاذ.
طلاء سبائك الجدار الداخلي بالنيكل- (مثل Ni-Co أو Ni-Fe): سمك يتراوح من 0.1 إلى 0.3 مم، والمتانة أفضل من طلاء الكروم، ومقاومة أفضل للإجهاد الحراري.
طلاء مركب للجدار الداخلي: طلاء بطبقة مزدوجة من الكروم + النيكل-، مع الأخذ في الاعتبار مقاومة التآكل ومقاومة الصدمات الحرارية (التطبيقات -عالية الجودة).
معالجة النيترة: تعزيز صلابة سطح الأنابيب النحاسية لتقليل التآكل الأولي.
الكسوة بالليزر: إصلاح موضعي لمناطق التآكل لإطالة عمر الخدمة.
المعلمات المرجعية
البليت المربع: طول الجانب المشترك 100~300 مم، الاستدقاق 0.6~1.2%/م.
الخام المستدير: القطر 150~400 مم، الاستدقاق 0.4~0.8%/م.
اللوح: السمك 150 ~ 300 مم، العرض 1000 ~ 2000 مم، الاستدقاق 0.8 ~ 1.5٪ / م.
الطول: عادة 700 ~ 1200 مم، يتم تحديده وفقًا لسرعة الرسم ووقت التصلب.
الاستدقاق المفرد: الاستدقاق الخطي البسيط، مناسب لسرعة الرسم المنخفضة أو القطع الصغيرة.
الاستدقاق المتعدد-: الاستدقاق المتغير المجزأ (على سبيل المثال، الاستدقاق المزدوج، الاستدقاق المكافئ)، والتكيف مع تعقيد انكماش التصلب وتحسين انتظام التبريد.
سمك الجدار: 8 ~ 20 مم (يعتمد على حجم الخام والحمل الحراري).
عمق حوض مياه التبريد: 3 ~ 6 مم، عرض الحوض: 4 ~ 8 مم.
معدل تدفق المياه: 8 ~ 15 م / ث، ضغط المياه: 0.6 ~ 1.2MPa.
إنتاجية الفولاذ: العمر العام من 3000 إلى 10000 طن من الفولاذ (اعتمادًا على جودة الطلاء وظروف المعالجة).
التآكل المسموح به: تآكل طلاء الجدار الداخلي أقل من أو يساوي 0.1 مم يحتاج إلى إصلاح، ويجب استبدال التشوه الذي يزيد عن 0.3 مم.
تتمتع شركتنا بخبرة غنية في إنتاج وتسويق أنابيب النحاس المتبلورة، مع موظفين فنيين محترفين، وفقًا للاحتياجات الفردية للعملاء، والإنتاج والمعالجة.





